Dynamisk fræsning
Dynamisk fræsning
Dynamisk fræsning med ESPRITs ProfitMilling®-cyklusser til 2,5-, 3-, 4- og 5-akset skrub, reducerer cyklustiderne markant og øger værktøjets levetid ud over det sædvanlige. ProfitMilling-strategien kombinerer optimerede værktøjsbaner med Dynamisk fræsning, ensartede spåner med et lille radialt indgreb og fuld skæredybde samt dynamisk optimerede tilspændings-hastigheder for at opretholde ensartede belastninger og minimerede skærekræfter gennem hele bearbejdningen. Dette resulterer i øget produktivitet og reducerede driftsomkostninger. Sammenlignet med konventionel bearbejdning leverer ProfitMilling:
- 75% reduktion af cyklustiden
- Forøgelse af værktøjets levetid på 500%

Fordele ved ProfitMilling:
ProfitMilling er en universel Dynamisk fræse-cyklus til 2- til 5-akset fræsning, der ikke kræver ekstra investeringer i specialværktøjer, fiksturer, spindler eller maskiner. Denne cyklus er designet til at reducere belastningen på CNC-maskiner, akser og spindler. ProfitMilling har vist sig at fungere usædvanligt godt i de fleste materialer men i særdeleshed i hårde materialer som f.eks. Inconel, titanium mm, hvor spånen kan være svær at bryde. Kombinationen af optimerede værktøjsbaner, der skærer i fuld dybde med reduceret radialt indgreb, resulterer i forbedret skæreydelse og kortere cyklustider. Disse teknikker overfører også mere varme til spånen i stedet for værktøjet og emnet, hvilket reducerer temperaturen i skærezonen og forlænger værktøjets levetid.
- Dynamisk fræsning til både 2,5-, 3-, 4- og 5-akset skrub
- Produktivitetsforbedringer, selv med små og mellemstore maskiner
- Fungerer usædvanligt godt med de fleste materialer
- Reducerede temperaturer for længere levetid på værktøjet og forbedret overfladekvalitet
- 75% reduktion af cyklustiden
- Forøgelse af værktøjets levetid på 500%
Hvordan virker ProfitMilling?
ProfitMilling-cyklussens enorme forbedringer i cyklustid og værktøjslevetid er resultatet af en patenteret metode til cyklusoptimering, der producerer ensartede spånbelastninger og reducerede skærekræfter. De optimerede, hurtige værktøjsbane-mønstre reducerer behovet for hurtig maskinacceleration og pludselige retningsændringer, som ellers ville påvirke spånbelastningen negativt og øge skærekræfterne. Ved at køre næsten fuld dybde på skæret og reducere bredden på spånen, kan en betydeligt højere feed opnås. For at opretholde den programmerede spånbelastning gennem hele bearbejdningen tilpasser ProfitMilling-cyklussen dynamisk den faktiske tilspænding for at tage højde for geometri og afvigelser i værktøjsbanen. Offset, spiralformede og trochoidale bevægelser reducerer behovet for hurtig maskinacceleration eller deceleration, hvilket øger den samlede hastighed. Derfor er den programmerede feed lettere for maskinen at opnå, og den samlede ’material-removal’ maksimeres.
- Optimerede, hurtige værktøjsbane-mønstre
- Mindre radialt indgreb og fuld skæredybde
- Kompensation for geometriske variationer og værktøjsbaner med dynamiske tilspændingshastigheder
- Effektiv fjernelse af spåner ved hjælp af spiralfræsning til at åbne lommer
- Trochoidale bevægelser åbner kanaler og spor
- Offset af emnet til bearbejdning af “åbne” zoner
- Bottom-up-strategi til lommefræsning og Z-level roughing
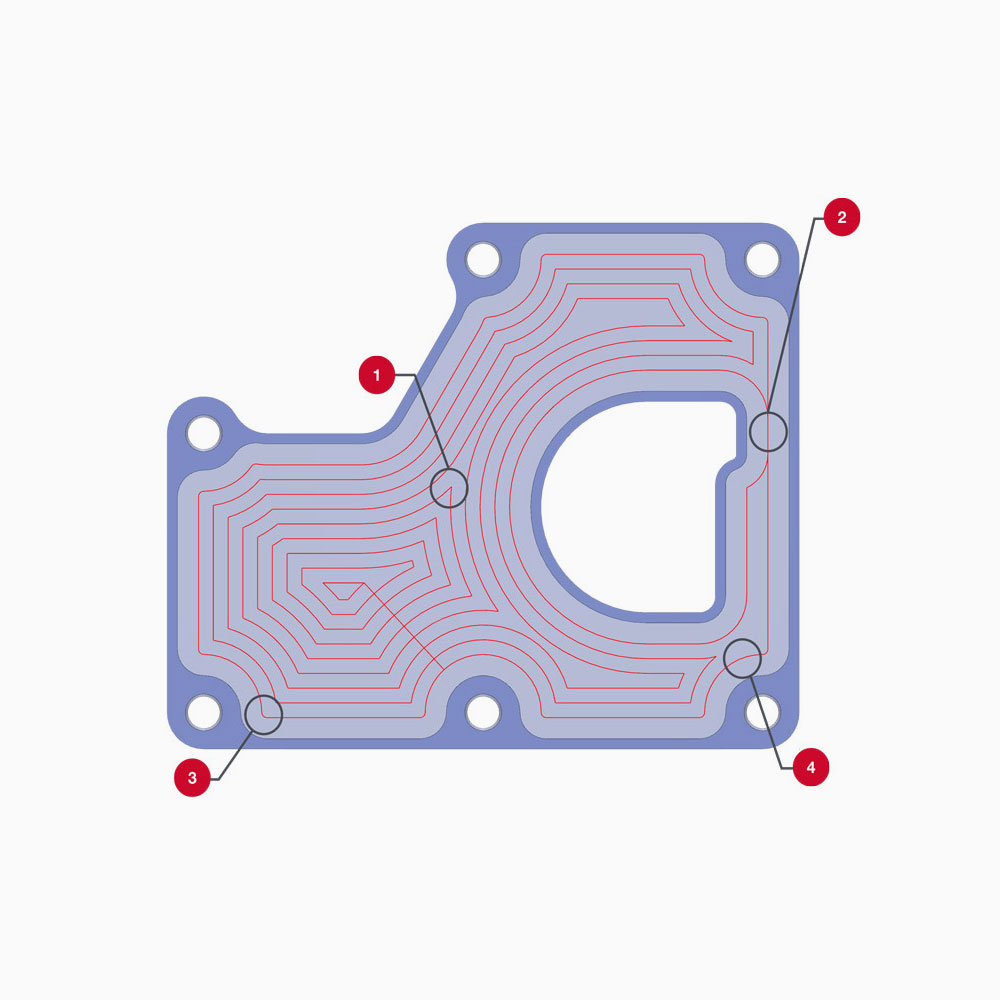
Traditionel skrubfræsning
Cyklustiderne bliver længere, når maskinerne kører med ’konservative’ skærehastigheder for at tage højde for spånbelastning og accelerations-skift.
- Skarpe hjørner resulterer i høje skærekræfter og accelerationshastigheder og “ryk”
- Slotting i fuld bredde overbelaster fræseren
- Varierende høje værktøjsindgrebsvinkler øger spånbelastningen
- Konstant centerline-tilspændingshastigheder resulterer i varierende spånbelastninger
- Bearbejdning på flere inkrementelle dybder øger cyklustiderne
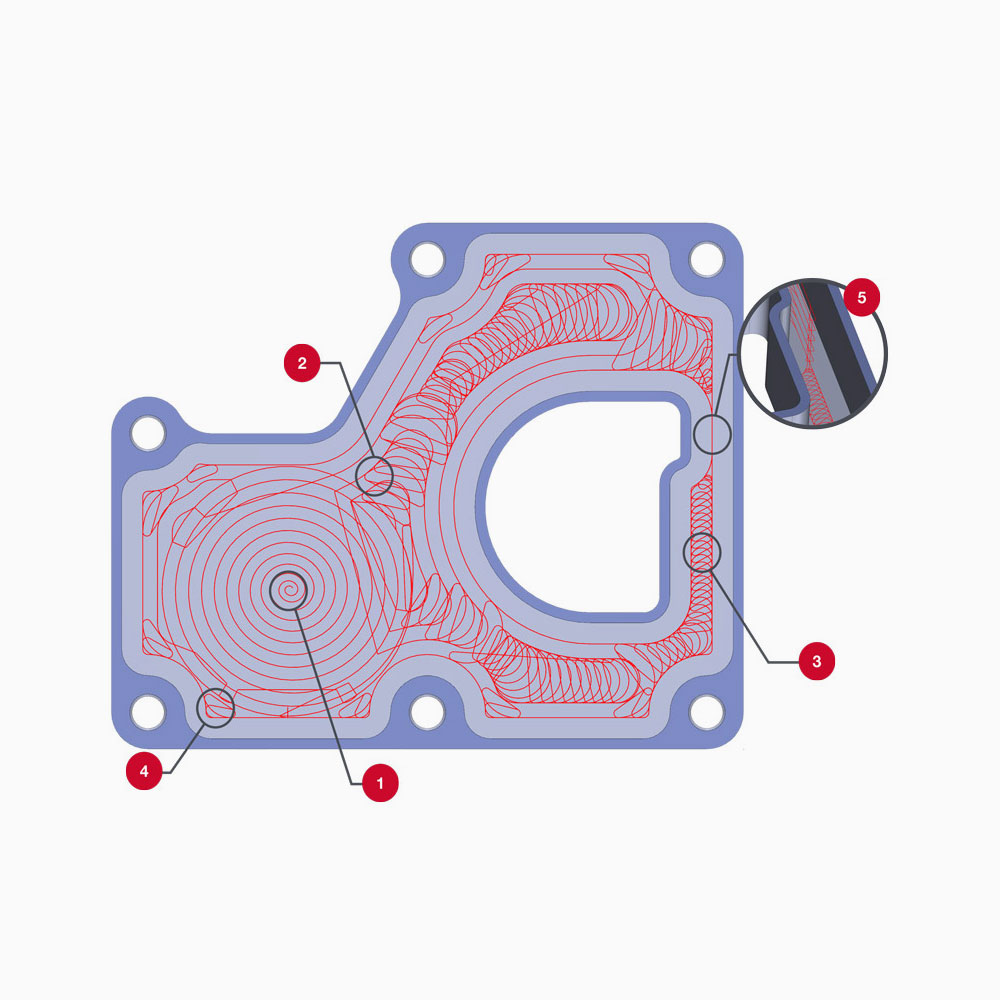
Skrub med ProfitMilling
Denne high-speed-cyklus muliggør en større spåndybde, samtidig med at tilspændingen øges, hvilket resulterer i kortere cyklustider og længere værktøjslevetid.
- Startende med spiralfræsning skabes en større åbning hurtigere for bedre at komme af med spånerne
- ’Smooth’ værktøjsbane-mønstre med ’bløde’ overgange
- Trochoidal spor-strategi giver en konstant spånbelastning
- Ved rundinger kompenseres således der altid er en konstant indgrebsvinkel
- Valgfri spor-strategi med reduceret inkrementel dybde
- Optimerede bevægelser med små Z-løft så værktøjet ikke ’slæbes’ hen over bunden
- Ved fuld skæredybde reduceres de inkrementelle dybder naturligvis
- Dynamisk optimeret tilspændingshastighed under bearbejdningen
Brug af ProfitMilling
- Dobbelt eller tredobbelt værktøjsproduktion anbefales tilførsel, hastighed og overfladehastighed i MMPT eller IPT
- For hårde metarialer skal du bruge et radialt indgreb mellem 27% og 37%
- For blødere materialer skal du bruge indgreb lige under 90%
- ProfitMilling optager det meste af den genererede varme i spånen og væk fra emnet og værktøjet
- Brug værktøj med mange skær – kølemiddel frarådes, da det kan øge termisk chok
- Kontroller maskinens indstillinger for at sikre, at de programmerede tilspændingshastigheder nås